VERICUT Users' Forum
You are not logged in.
- Topics: Active | Unanswered
#1 2013-09-22 02:02:36
- Verifun
- Senior Member

- From: U.S.
- Registered: 2005-03-31
- Posts: 351
- Website
Perils with "MountTool" / "UnMountTool"
Hi folks,
I'm having a hard time to make a tool change mechanism in one of our VMCs... I'm trying to replicate some ideas from some examples in the library, but not understanding why I'm having an error when passing the "toolid" argument to the macro "MountTool".
I get the error: CGTECH_MACRO "MountTool" "Tool" #IDENTNUMMER - Error: Invalid Override Value: t20001
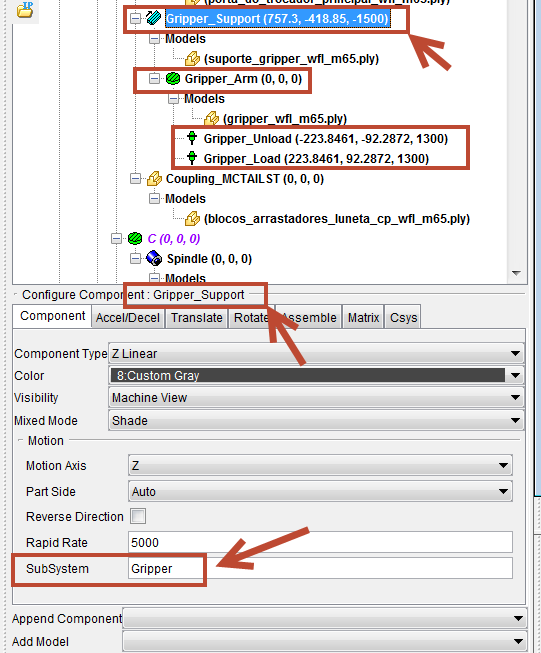
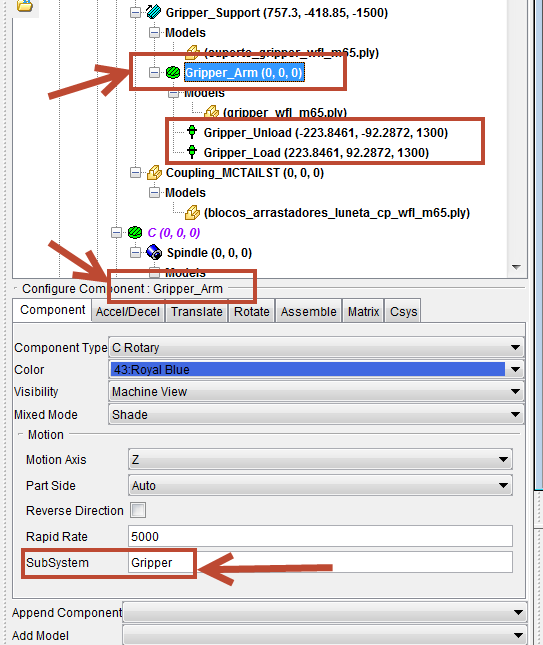
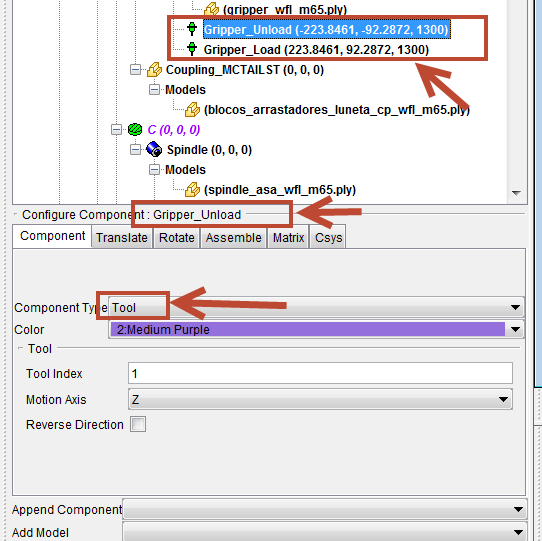
Below my code and how the components are defined... the tool model is not loaded in the gripper (Tool component "Gripper_Load"), however the macro "UnloadToolToCompName" "Gripper_Unload" works... :?
Any ideas? What I'm doing wrong? I know it's not a bug because it works with the machines in the library... however there these functions are executed with the basic sub-system active ("1") whereas in my case I call a different sub-system...
;(TOOL CHANGE MOTION SEQUENCE - Daniel 21.09.2013)
TLCH1_DOOR
;BREAKPOINT_TLCH1
CGTECH_MACRO "ChangeSubsystemID" "Gripper"
CGTECH_MACRO "UnMountTool" "Gripper_Load"
CGTECH_MACRO "MountTool" "Gripper_Load" #IDENTNUMMER
CGTECH_MACRO "ZAxisMachineMotion" " " 0
CGTECH_MACRO "ProcessMotion"
CGTECH_MACRO "CAxisMachineMotion" " " -90
CGTECH_MACRO "ProcessMotion"
CGTECH_MACRO "UnloadToolToCompName" "Gripper_Unload"
CGTECH_MACRO "ZAxisMachineMotion" " " -61
CGTECH_MACRO "ProcessMotion"
CGTECH_MACRO "CAxisMachineMotion" " " -270
CGTECH_MACRO "ProcessMotion"
CGTECH_MACRO "ZAxisMachineMotion" " " 0
CGTECH_MACRO "ProcessMotion"
CGTECH_MACRO "ChangeSubsystemID" "1"
CGTECH_MACRO "MountTool" "Tool" #IDENTNUMMER
CGTECH_MACRO "ChangeSubsystemID" "Gripper"
CGTECH_MACRO "CAxisMachineMotion" " " -180
CGTECH_MACRO "ProcessMotion"
CGTECH_MACRO "ZAxisMachineMotion" " " -600
CGTECH_MACRO "ProcessMotion"
CGTECH_MACRO "ZAxisMachineMotion" " " -3800
CGTECH_MACRO "ProcessMotion"
CGTECH_MACRO "CAxisMachineMotion" " " 0
CGTECH_MACRO "ProcessMotion"
CGTECH_MACRO "ChangeSubsystemID" "1"
TLCH1_DOOR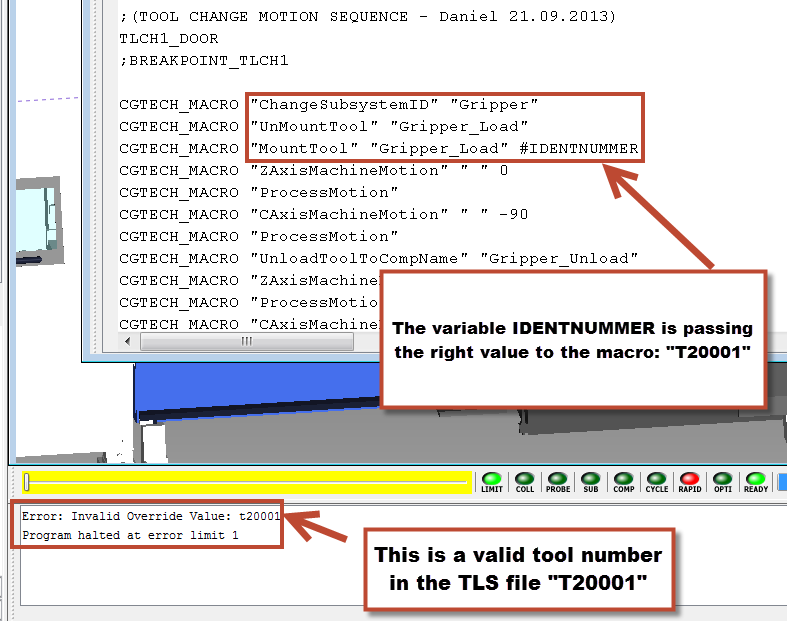
Daniel Santos
Offline
#2 2013-09-25 09:52:04
- paehv
- Senior Member

- From: Eindhoven, Netherlands
- Registered: 2005-01-17
- Posts: 167
- Website
Re: Perils with "MountTool" / "UnMountTool"
The IDENTNUMMER variable passes "T20001" as Tool ID. Isn't Vericut expecting the number 20001, instead of the string T20001?
Patrick Delisse
KMWE Aerospace - https://www.kmwe.com
(Vericut V9.5, Siemens NX2206, Campost)
Offline
#3 2013-09-25 15:22:15
- Verifun
- Senior Member
- From: U.S.
- Registered: 2005-03-31
- Posts: 351
- Website
Re: Perils with "MountTool" / "UnMountTool"
The IDENTNUMMER variable passes "T20001" as Tool ID. Isn't Vericut expecting the number 20001, instead of the string T20001?
Not really Patrick... T20001 is correct (I tested both cases passing the value as a hardcoded string)...
Moreover, IDENTNUMMER is used in several other locations of the sub-routine and it works like a charm...
But thanks again for chiming in... :wink:
Daniel Santos
Offline
#4 2013-09-26 06:09:51
- paehv
- Senior Member
- From: Eindhoven, Netherlands
- Registered: 2005-01-17
- Posts: 167
- Website
Re: Perils with "MountTool" / "UnMountTool"
I might be caused by the change in subsystem.
If you look through the documentation about sub-systems you will find several indications that the availability of a tool id, is subsystem dependent.
ActiveTool
Function — ACTIVATION
Status — NOT RECOMMENDED
Comment — Recommend using ActivateToolSubsystem
Valid Inputs — Value
value = tool index number
This macro activates the Tool component with "Tool Index Number" equal to the value
specified by this macro. This command sets the active tool based strictly on the Tool
Index number. If the same Tool Index number exists on multiple subsystems. , it will find
the first oneThis macro is not integrated with the Sync logic, and should never be used
with Sync. Intended to replace the ActiveTool1-5 macros, and support using more than
five tool positions on a machine.
You might want to test if leaving the subsystem at 1 will solve this.
Patrick Delisse
KMWE Aerospace - https://www.kmwe.com
(Vericut V9.5, Siemens NX2206, Campost)
Offline
#5 2013-09-26 17:00:36
- Verifun
- Senior Member
- From: U.S.
- Registered: 2005-03-31
- Posts: 351
- Website
Re: Perils with "MountTool" / "UnMountTool"
Patrick,
I just heard from CGTech. The macros "MountTool" / "UnMountTool" currently do not support alphanumeric arguments, such as "T20001". And my tools are prefixed by a "T", so they filled a SCR to address this. I think you nailed it back there ![]() - But I think we both didn't know it was a limitation.
- But I think we both didn't know it was a limitation.
Thanks for all you time and willing to help. Appreciated.
Daniel
Daniel Santos
Offline
#6 2013-09-28 16:02:03
- GavinP
- VERICUT Specialist

- From: UK
- Registered: 2004-10-14
- Posts: 58
- Website
Re: Perils with "MountTool" / "UnMountTool"
You are able to "UnLoad" a alphanumeric, just not UnMount it. Part of the reason never bothered with tool arm simulation on WFLs yet.
Offline
#7 2013-09-28 22:15:53
- Verifun
- Senior Member
- From: U.S.
- Registered: 2005-03-31
- Posts: 351
- Website
Re: Perils with "MountTool" / "UnMountTool"
We managed to get it working with other methods. It's for a M65, which has a simpler arm/tool changer mechanism. Next week I'll start to play with the M1xx arms... which are more interesting...
Daniel Santos
Offline