VERICUT Users' Forum
You are not logged in.
- Topics: Active | Unanswered
Pages: 1
#1 2012-06-29 00:42:26
- Verifun
- Senior Member

- From: U.S.
- Registered: 2005-03-31
- Posts: 351
- Website
Siemens FB= in Vericut?
Does anybody know which macro I can use to implement Sinumerik FB (Non-modal feedrate)?
From Sinumerik manual:
Non-modal feedrate (FB)
Function
The "Non-modal feedrate" function can be used to define a separate feedrate for a single
block. After this block, the previous modal feedrate is active again.
Syntax
FB=<value>
Significance
FB: Feedrate for current block only
<VALUE>: The programmed value must be greater than zero.
Values are interpreted based on the active feedrate type:
• G94: feedrate in mm/min or degrees/min
• G95: feedrate in mm/rev or inch/rev
• G96: Constant cutting rate
Note
If no traversing motion is programmed in the block (e.g. computation block), the FB has no
effect.
If no explicit feedrate for chamfering/rounding is programmed, then the value of FB also
applies for any chamfering/rounding contour element in this block.
Feedrate interpolations FLIN, FCUB, etc. are also possible without restriction.
Simultaneous programming of FB and FD (handwheel travel with feedrate override) or F
(modal path feedrate) is not possible.
Example
Program code Comment
N10 G0 X0 Y0 G17 F100 G94 ; Initial setting
N20 G1 X10 ; Feedrate 100 mm/min
N30 X20 FB=80 ; Feedrate 80 mm/min
N40 X30 ; Feedrate is 100 mm/min again.
Any ideas?
Tks
Daniel
Daniel Santos
Offline
#2 2012-07-05 06:17:49
- paehv
- Senior Member

- From: Eindhoven, Netherlands
- Registered: 2005-01-17
- Posts: 167
- Website
Re: Siemens FB= in Vericut?
That's not to difficult.
First you need to store your regular feedrate (F)
On the line containing FB= you need to set the new feedrate, process the motion, and restore the saved feedrate.
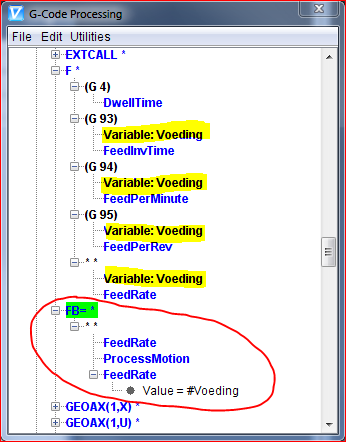
Configuration > Word Format > Add word FB= with the same characteristics as word F
Configuration > G Code processing > Registers > F > Add for all feedrate macros a variable.
Add new register FB= with macros:
- FeedRate
- ProcessMotion
- Feedrate > Override value = #variable
When you run a simulation you will not see a feed change in the status window because, at the end of the FB= line, the regular feedrate has been restored.
Easiast way to check if things work is to write a couple of lines (or MDI) with a long motion with low regular feedrate and in the next line make the reverse motion with FB= half the regular feedrate.
Check the Time in status to see that the FB feedrate was effective because it uses double time.
Patrick Delisse
KMWE Aerospace - https://www.kmwe.com
(Vericut V9.5, Siemens NX2206, Campost)
Offline
#3 2012-07-05 09:38:33
- Verifun
- Senior Member
- From: U.S.
- Registered: 2005-03-31
- Posts: 351
- Website
Re: Siemens FB= in Vericut?
Thank you very much Patrick!!!!
Daniel Santos
Offline
#4 2012-07-05 12:42:28
- MustaphaC
- VERICUT Specialist

- From: Le Mans, France
- Registered: 2004-10-14
- Posts: 130
- Website
Re: Siemens FB= in Vericut?
An alternative configuration can be:
[attachment=0:1r30ysqm]<!-- ia0 -->FB.png<!-- ia0 -->[/attachment:1r30ysqm]
Mustapha
Offline
#5 2012-07-06 00:08:08
- Verifun
- Senior Member
- From: U.S.
- Registered: 2005-03-31
- Posts: 351
- Website
Re: Siemens FB= in Vericut?
Wünderbar Mustapha!
Daniel Santos
Offline
Pages: 1