VERICUT Users' Forum
You are not logged in.
- Topics: Active | Unanswered
Pages: 1
#1 2009-11-24 09:19:47
- DavidB
- Member
- From: Australia
- Registered: 2005-02-09
- Posts: 27
Track G54 position
I have a new Makino D500 that uses TCP (G43.4) and TWP (G68.2).
When the rotary's move the G54 position moves with it, on the machine the controller takes care of this.
How do I get Vericut to calculate the new G54 when the machine rotates for 3+2 programming?
Thanks in advance
Dave
Offline
#2 2009-12-02 06:49:30
- paehv
- Senior Member

- From: Eindhoven, Netherlands
- Registered: 2005-01-17
- Posts: 167
- Website
Re: Track G54 position
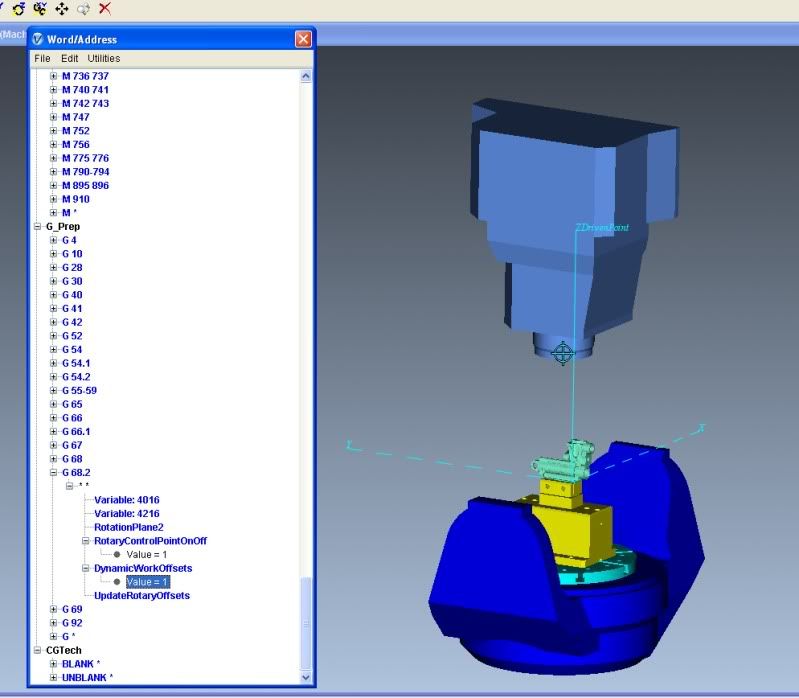
Use macro's:
RotaryControlPointOnOff (override value = 1)
DynamicWorkOffsets (overide value = 1)
UpdateRotaryOffsets
in the G43.1 or G68.2 register to activate connection of G54 to rotary axis. Rotating the axis also rotates G54
De-activate this with same macro's but with override values of 0
Use Display Axis > Driven Point Zero to verify this visually.
[attachment=0:32xe2rk7]<!-- ia0 -->vericut.JPG<!-- ia0 -->[/attachment:32xe2rk7]
I use this on a lot of machines with Sinumerik 840D controller, but the mecanism should also work on a Fanuc controller.
Good luck,
Patrick Delisse
KMWE Aerospace - https://www.kmwe.com
(Vericut V9.5, Siemens NX2206, Campost)
Offline
#3 2009-12-02 10:22:06
- DavidB
- Member
- From: Australia
- Registered: 2005-02-09
- Posts: 27
Re: Track G54 position
Thanks for the reply Patrick
I did what you said and the G54 is still correct when rotated with G68.2
Below is a pic of the machine at home showing the G54. "Use display axis" great tip thanks I have never used that before.
Here is a pic at A-90 using the G68.2 from the code. Its not correct.
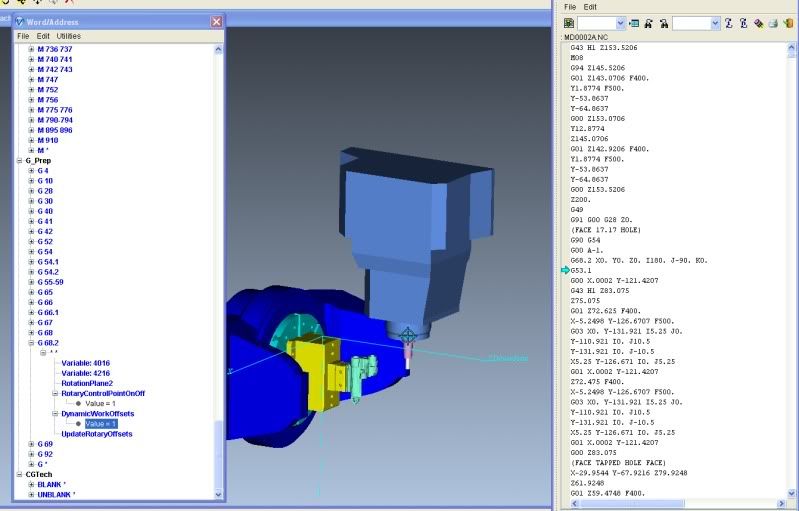
I do notice that you have a G54 diplayed when you Use Display Axis > Driven Point Zero, but I dont.
Have I got something wrong?
Thanks Dave
Offline
#4 2009-12-03 10:59:29
- DavidB
- Member
- From: Australia
- Registered: 2005-02-09
- Posts: 27
Re: Track G54 position
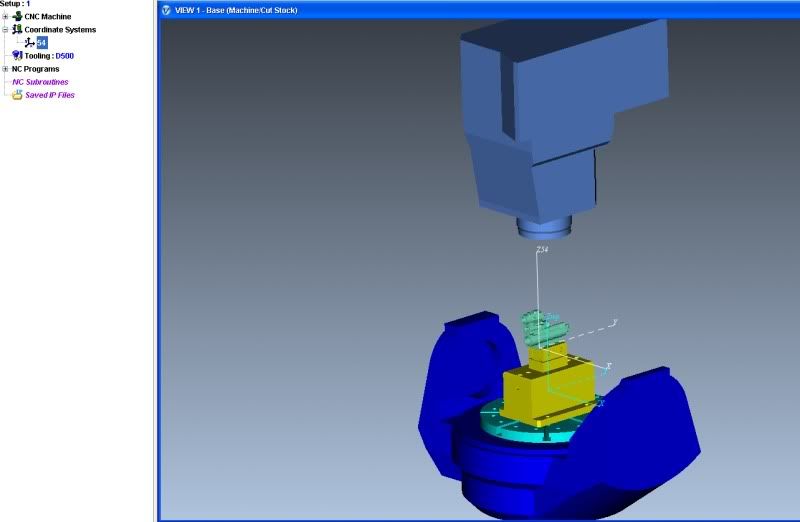
I dont need the axis to rotae the X,Y and Z still say the same I just want to track where the G54 has moved to.
This is how this machine works anyway.
So when the rotary rotate the machine just knows where the G54 is but the machines X, Y and Z axis stay the same as if the machine was home.
The does not use G43.1 just G43 and G43.4 for 5-axis
Here is teh machine at home and where the G54 is set
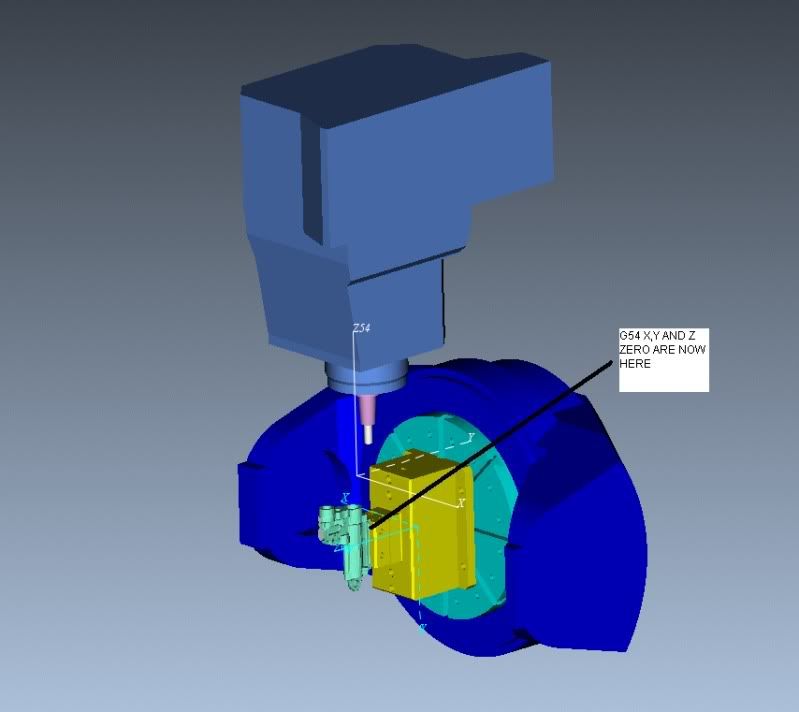
Here is the machine at A-90. and where the G54 should now be.
Cheers Dave
Offline
#5 2009-12-03 13:22:54
- paehv
- Senior Member
- From: Eindhoven, Netherlands
- Registered: 2005-01-17
- Posts: 167
- Website
Re: Track G54 position
What you need is a shift of G54 based on the angle of the rotation axes. The Point of G54 should travel along with he part, but it's orientation should remain the same. Right?
You need to recalculate G54 whenever the rotary axes change.
For a 4 axis Makino we have I use a subroutine to calculate this simulair to the machine subroutine. For 4-axis it's pretty straight forward. It gets complicated in 5-axis. This may possible with a macro, but I don't know witch one. Perhaps contact cgtech support for this.
Here's what I use in Vericut for our 4-axis Makino A77
:9010
(RECALCULATING ZERO OFFSET)
(FOR SPECIFIED B-ANGLE)
(CALL = G100 BXXX)
#550=#124 (CURRENT X SHIFT IN G54)
#551=#125 (CURRENT Y SHIFT IN G54)
#552=#126 (CURRENT Z SHIFT IN G54)
IF[#550EQ0]GOTO9977882 (IF CURRENT X SHIFT=0)
GOTO99778821N9977882
IF[#552LT0]GOTO9977883 (IF CURRENT Z SHIFT<0)
#101=90.
#103=0.
GOTO99778831N9977883
#101=270.
#103=0.
GOTO99778831N99778821
IF[#552LT0]GOTO99778812 (IF CURRENT Z SHIFT<0)
#103=0.
GOTO99778830N99778812
#103=360.
GOTO99778830N99778830
#101=ATAN[#552]/[#550]N99778831
#100=SQRT[[#550*#550]+[#552*#552]]
#102=#103+#101+#200
#221=#100*COS[#102]
#223=#100*SIN[#102]
G10 L2 P1 X#221 Z#223
G90
G54
M99
Patrick Delisse
KMWE Aerospace - https://www.kmwe.com
(Vericut V9.5, Siemens NX2206, Campost)
Offline
#6 2009-12-04 01:15:08
- DavidB
- Member
- From: Australia
- Registered: 2005-02-09
- Posts: 27
Re: Track G54 position
What you need is a shift of G54 based on the angle of the rotation axes. The Point of G54 should travel along with he part, but it's orientation should remain the same. Right?
Spot on
Apperently the Makpro5 in Vericut V7 is set up correctly, but I'm using V6.1
Thanks Dave
Offline
#7 2009-12-07 06:21:16
- DavidB
- Member
- From: Australia
- Registered: 2005-02-09
- Posts: 27
Re: Track G54 position
G68.2 X0. Y0. Z0. I180. J-90. K0.
G53.1
G00 X.0002 Y-121.4207The G53.1 after the G68.2 puts the machine back to the machines co-ordinate system.
So I just need Vericut to track the position of the G54.
Thanks Dave
Offline
Pages: 1