VERICUT Users' Forum
You are not logged in.
- Topics: Active | Unanswered
Pages: 1
#1 2009-11-06 06:12:27
- DavidB
- Member
- From: Australia
- Registered: 2005-02-09
- Posts: 27
G68.2 TWP
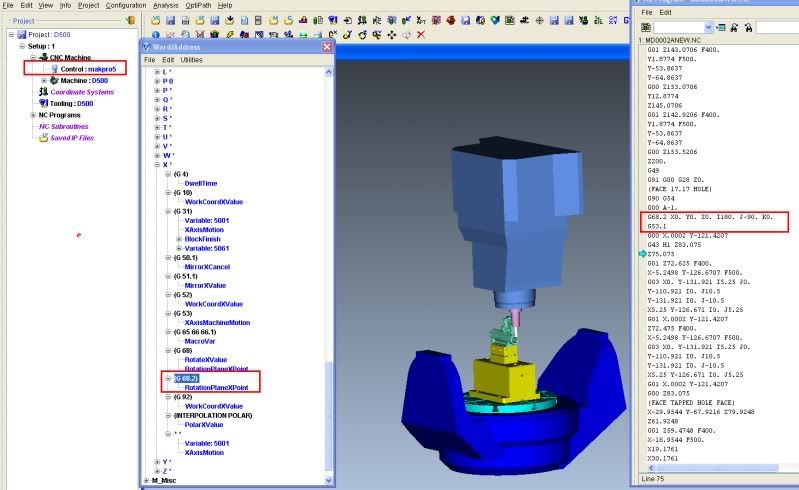
I have a new Makino D500 which uses TWP Tilted Work Planes for 3+2 programming.
Here is a sample of the code:
G91 G00 G28 Z0.
(FACE 17.17 HOLE)
G90 G54
A-1.
G68.2 X0. Y0. Z0. I180. J-90. K0.
G53.1
G00 X0. Y-121.421
G43 H1 Z83.075
Z75.075
G01 Z72.625 F400.What vericut does on the G68.2 line is the machine spindle goes to the XYZ zero points which does not happen on the machine. The XYZ zero is needed in the code as a rotation point for A and C axis.
How can I change the G68.2 command so it does not move to XYZ zero evertime?
Thanks Dave
Offline
#2 2009-11-06 17:50:28
- SergeV
- Senior Member

- From: Irvine, CA
- Registered: 2004-10-08
- Posts: 507
- Website
Re: G68.2 TWP
Look at the makpro5 control in the Library folder, it is setup correctly.
Make sure that X with G68.2 only calls RotationPlaneXPoint. Same thing for Y and Z (RotationPlaneYPoint.RotationPlaneZPoint)
Offline
#3 2009-11-09 05:38:11
- DavidB
- Member
- From: Australia
- Registered: 2005-02-09
- Posts: 27
Re: G68.2 TWP
Thanks for the reply
I changed the controller to the makpro5 and now the rotary tables do not rotate with the I,J,K in the G68.2 command
In the pic above the C axis should be at C180. and the A axis at A-90. machine is still at C0 A0 after the G68.2 command
Thanks Dave
Offline
#4 2009-11-09 16:57:43
- SergeV
- Senior Member
- From: Irvine, CA
- Registered: 2004-10-08
- Posts: 507
- Website
Re: G68.2 TWP
Hi Dave,
I opened the project doosan_vmd600_5ax.vcproject in the Doosan folder under sample, it is a machine with similar kinematics. I replaced the control file for the Library makpro5.ctl.
display the axis: Driven Point Zero
I used MDI:
G68.2 X0. Y0. Z0. I180. J-90. K0.
-- the Driven point axis is rotated
Info > Machine Offsets
--In the middle of the Machine Offset panel, #D Rotation Plane is checked and the Rotation Matrix was modified.
MDI G53.1
The machine rotates A 90. C 0. to orient the Z axis of the rotated plane with the Z axis of the machine.
If you get different results with the same test, gather your files and send them to support.ap@cgtech.com, they can look at you files and quickly in the correct direction.
Offline
#5 2009-11-11 05:58:28
- DavidB
- Member
- From: Australia
- Registered: 2005-02-09
- Posts: 27
Re: G68.2 TWP
Thanks for the reply
I dont have a Doosan folder I'm using Vericut 6.1 is there another machine file I could use?
Thanks Dave
Offline
#6 2009-11-11 16:55:12
- SergeV
- Senior Member
- From: Irvine, CA
- Registered: 2004-10-08
- Posts: 507
- Website
Re: G68.2 TWP
Ok, that makes more sense. Sorry, I should have asked before.
You need to configure G53.1 to move the machine to orient the working plane Z axis with the Z axis of the machine.
In the Control Word/Address
Add G53.1 to the State group and add the following macros:
WorkingPlane2Abc, override value =0, override text = 100120 100121 100122
AAxisMotion, override value = #100120
BAxisMotion, override value = #100121
CAxisMotion, override value = #100122
ProcessMotion
In the control Advance Options, Events, Start Of Processing:
WorkingPlane2AbcType, override value = 1
The WorkingPlane2Abc macro will calculated the axis position to orient the machine with the rotation plane defined by G68.2. Because it is dependent on the machine kinematics, we have to specify the machine type, in this case a Generic A-C. In 7.0, the machine type is detected automatically for most machine configuration.
Offline
#7 2009-11-12 07:31:32
- DavidB
- Member
- From: Australia
- Registered: 2005-02-09
- Posts: 27
Re: G68.2 TWP
You need to configure G53.1 to move the machine to orient the working plane Z axis with the Z axis of the machine.
In the Control Word/Address
Add G53.1 to the State group and add the following macros:
WorkingPlane2Abc, override value =0, override text = 100120 100121 100122
I got this far I think?
Then I got lost on the rest of your reply.
This is the first time I have edited anything in this area of Vericut.
AAxisMotion, override value = #100120
BAxisMotion, override value = #100121
CAxisMotion, override value = #100122
ProcessMotion
How do I do this part of your reply?
Thanks Dave
Offline
#8 2009-11-12 16:01:37
- SergeV
- Senior Member
- From: Irvine, CA
- Registered: 2004-10-08
- Posts: 507
- Website
Re: G68.2 TWP
hi Dave,
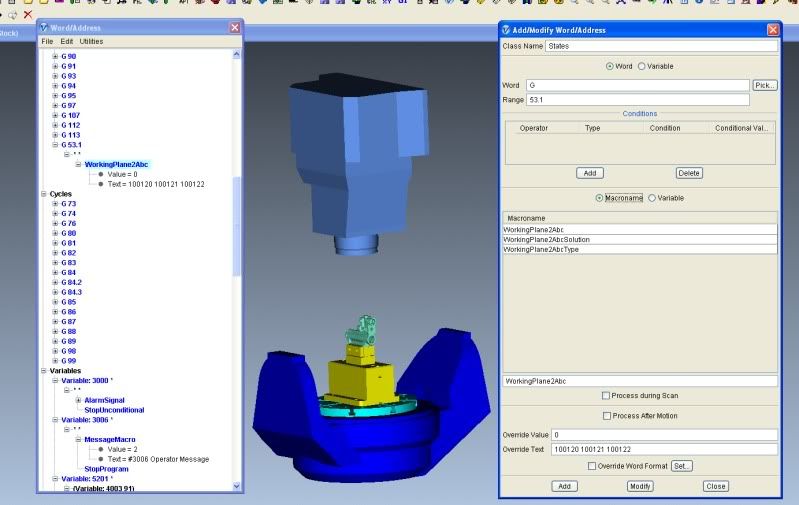
You can call multiple macros with the same word. This is what you need to do with G53.1:
In the Word/Address, select G53.1, right-click Add/Modify
Select the macro AAxisMotion from the list (you can type portion of the macro name to reduce the list)
Enter the override value
select Add
--- leave this window open
in the line below the macro list, type the name of the second macro (BaxisMotion)
change the override value
Select Add
repeat for CAxisMotion
Add
The last macro is ProcessMotion, blank the override value before you add it.
Close the Word/Address panel
For the next part, you need to go to:
Configuration > Adv. Options...
Events tab
-- Select the branch: Start of Processing
select button Add/Modify
in the line below the macro list, type the name WorkingPlane2AbcType
override value = 1
Add, Close
Configuration > Control > Save as...
Offline
#9 2009-11-13 01:59:06
- DavidB
- Member
- From: Australia
- Registered: 2005-02-09
- Posts: 27
Re: G68.2 TWP
I did work it out last night but I forgot to reply.
Thank you very much for your help it works a treat now.
Next question with this control is it does not seem to be calculating the NEW G54 when its at a rotation for the X,Y,and Z axis.
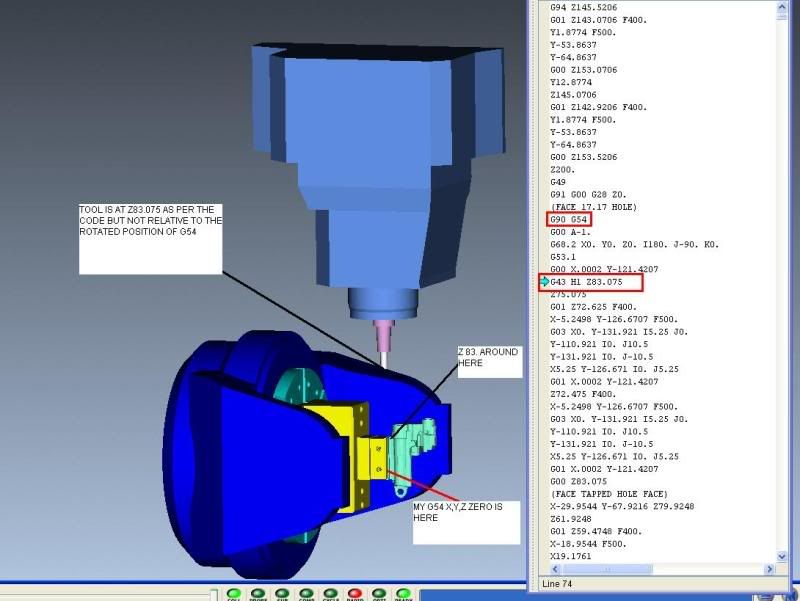
The pic above shows the tool has moved to G43 Z83.075 but it is incorrect relative to where the G54 now is when roted with G68.2
with G68.2 the machine keeps track of where the G54 has moved too.
Thanks Dave
Offline
#10 2009-12-09 20:58:58
- DavidB
- Member
- From: Australia
- Registered: 2005-02-09
- Posts: 27
Re: G68.2 TWP
The Makpro5 controller in V7 is not correct either.
How the machine works is like this
G68.2 X0 Y0 Z0 I180. J-90. K0 is the line of G-code that moves the rotary tables. Not the G53.1 that follows
G53.1 puts the co-ordinate system back to the machines X,Y and Z axis directions.
So when you proscess
G68.2 X0. Y0. Z0. I180. J-90. K0. The machine rotates the C axis 180° and the A-90°
G53.1 then flips the co-ordinates back to the machines X,Y and Z directions
What happens with the controller as it is is it rotates the C and A axis correctly but it does not then rotate the X,Y,Z directions back to the machines original directions
Thanks Dave
Offline
#11 2009-12-09 21:17:51
- SergeV
- Senior Member
- From: Irvine, CA
- Registered: 2004-10-08
- Posts: 507
- Website
Re: G68.2 TWP
Dave,
What I have seen with the G68.2 and the G53.1 does not behave as you describe. but it is very possible that your control is configured to behave as you describe. The controls are highly configurable.
Here is what I think is the "standard" behavior:
G68.2 X0. Y0. Z0. I180. J-90. K0. sets a rotation plane. Basically rotates the active coordinate system 180 degrees around the X axis, -90 around Y. This does not cause any motion.
G53.1 will cause a motion to orient the tool axis of the machine with the Z axis of the new rotation plane.
I think at this point, it would a lot quicker if you sent your file to our Technical Support department. support.ap@cgtech.com
Offline
#12 2009-12-09 22:23:08
- DavidB
- Member
- From: Australia
- Registered: 2005-02-09
- Posts: 27
Re: G68.2 TWP
We are both correct. I just went out to the machine and run my program in single block.
The G68.2 does not cause motion of the rotary tables the G53.1 does.
But the X,Y Z axis stay as the mahines original directions.
Dave
Offline
#13 2009-12-09 22:58:52
- SergeV
- Senior Member
- From: Irvine, CA
- Registered: 2004-10-08
- Posts: 507
- Website
Re: G68.2 TWP
OK, here is what you need to do:
Under G53.1, cut the macro WorkingPlane2Abc and paste it after the macro RotationPlane2 under G68.2
So, now, G68.2 should call RotationPlane2 and WorkingPlane2Abc.
After the macro WorkingPlane2Abc, call the macro RotationPlaneCancelReset.
With this change, G68.2, will temporarily set a rotation plane, the macro WorkingPlane2Abc with set the variables used to move the axes and then the rotation plane is canceled. G53.1 will use the variables defined by G68.2 and orient the machine accordingly.
Offline
#14 2009-12-10 00:53:48
- DavidB
- Member
- From: Australia
- Registered: 2005-02-09
- Posts: 27
Re: G68.2 TWP
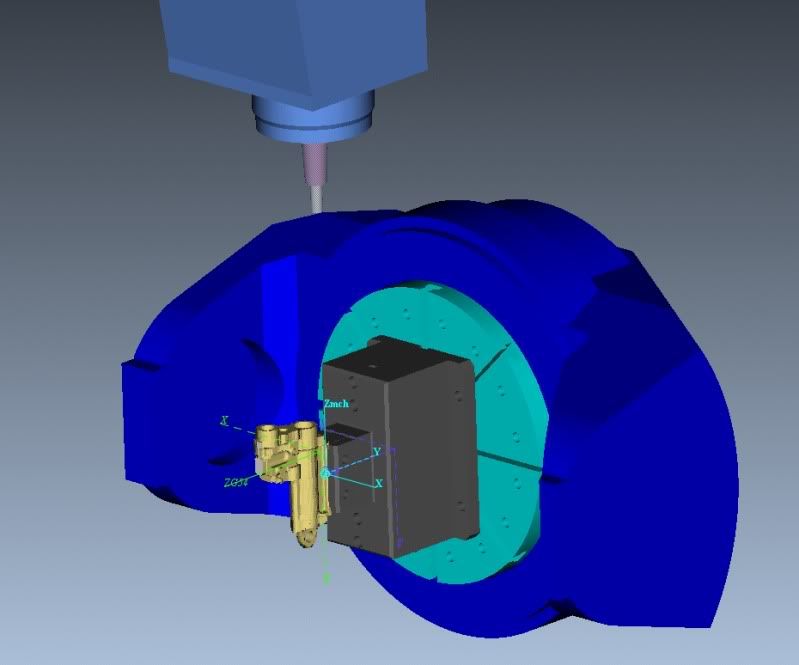
Thanks Serge
What this has done is changed the machines origins orentation but not the G54 which is what I'm after.
I need the G54 to follow its location when rotated but keep the X,Y,Z directions as per the machines X,Y,Z configuration.
See the pic below the G54 is not rotating back to the machines congfiguration.
Offline
Pages: 1