VERICUT Users' Forum
You are not logged in.
- Topics: Active | Unanswered
#1 2015-10-02 10:36:04
- LISSEK84
- Member
- Registered: 2015-10-01
- Posts: 3
Siemens 840D - ATRANS on B axist rotary table
hi !!!
I have a problem with ATRANS on B axis and not quite understand why.
exempel:
TRANS B150
G0 B0
M0
BSHIFT:
ATRANS B30
G0 B0
M0
ENDLABEL:
REPEAT BSHIFT P=3
TRANS
M30
MY QUESTION is why command ATRANS not add 30 degres to the coordinate system as on axes X Y Z ?
should:
TRANS B150 (B150)
ATRANS B30 (B180)
ATRANS B30 (B210) repeat 1
ATRANS B30 (B240) repeat 2
ATRANS B30 (B270) repeat 3
TRANS (B0)
actually:
TRANS B150 (B150)
ATRANS B30 (B180)
ATRANS B30 (B180) repeat 1
ATRANS B30 (B180) repeat 2
ATRANS B30 (B180) repeat 3
TRANS (B0)
This is wrong on maschine.
Pleace help!
Offline
#2 2015-10-05 13:30:55
- igor
- Senior Member
- Registered: 2012-07-20
- Posts: 47
Re: Siemens 840D - ATRANS on B axist rotary table
LISSEK84
Until I know, the command TRANS and ATRANS, are linear deslocation of active coordinate system, so you can't apply a TRANS on B Axis.
If your machine works like that, you must change your control to "understand" the ATRANS. Perhaps these command is wrong, or miss some condition in G-Code Processing. Compare your B Axis, in G-Code Processing table, with others axis.
Igor Freitas
CNC programming
GROB - Brazil
Offline
#3 2015-10-05 19:42:18
- LISSEK84
- Member
- Registered: 2015-10-01
- Posts: 3
Re: Siemens 840D - ATRANS on B axist rotary table
X axis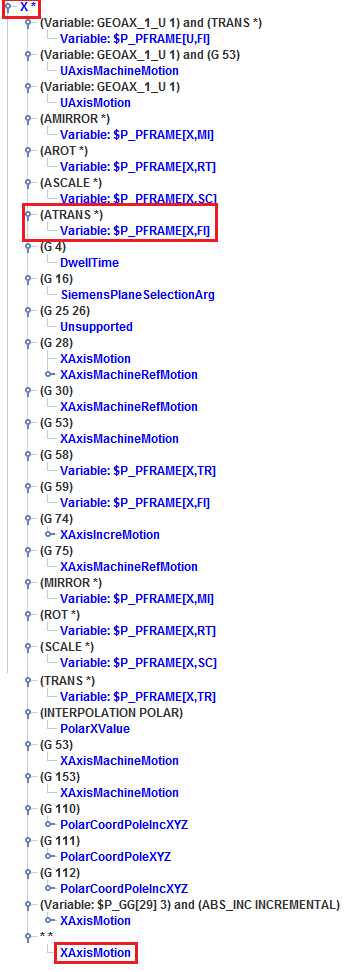
Baxis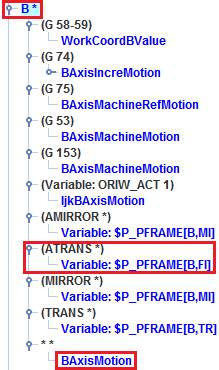
EVENTS
Start of Processing

Thanks for the feedback ![]()
Please take a look at the picture above.
What I discovered is that the B-axis exist in the same way as the X-axis even in EVENTS
SetDynamicVars - this macro is closely related with FRAME and as you can see both axles (X and B) are there.
AxisLocalPlus # # # # # # # # # — These switches are used to set the variables
associated with the axis positions in a "local" coordinate space.
My machine has SINUMERIK 840D POWERLINE and ATRANS change the coordinate system by adding another value to the
last registered until you will be entered TRANS (reset all shifts).
But you're right, i just create my own variable and linking it to a local coordinate system ![]()
We'll see if that works ![]()
Regards , and if you have any ideas please write
Last edited by LISSEK84 (2015-10-05 20:38:23)
Offline